
MP&C
Well-known member
This thread, while it may show quite a bit of work on vehicles that come in the shop, is primarily going to focus on providing metalworking/metal shaping tutorials, where ever possible using simple hand tools, in hopes that it may inspire others to learn the craft. While I am no expert, in many cases learning as I go, feedback and suggestions from others is more than welcome. Where I strive to improve methods with each lessons learned, outside suggestion is often the source to provoke such thought and vision. Many times this "re-thinking the process" comes via someone questioning that process shown, so feel free to ask away!
I've been travelling quite a bit for the day job all this past fall, which has put a cramp in time available in the shop, but that has subsided a bit so now is as good a time as any to start a shop thread..
This is a customer car, the owner and I discussed shaving the fender seams quite a while back, and she asked about it again last week, so I guess we're on the hook..

The bolting plates are cut out of the way, and the folded flange is trimmed, leaving a bit of extra to allow for fine tuning the weld joint.



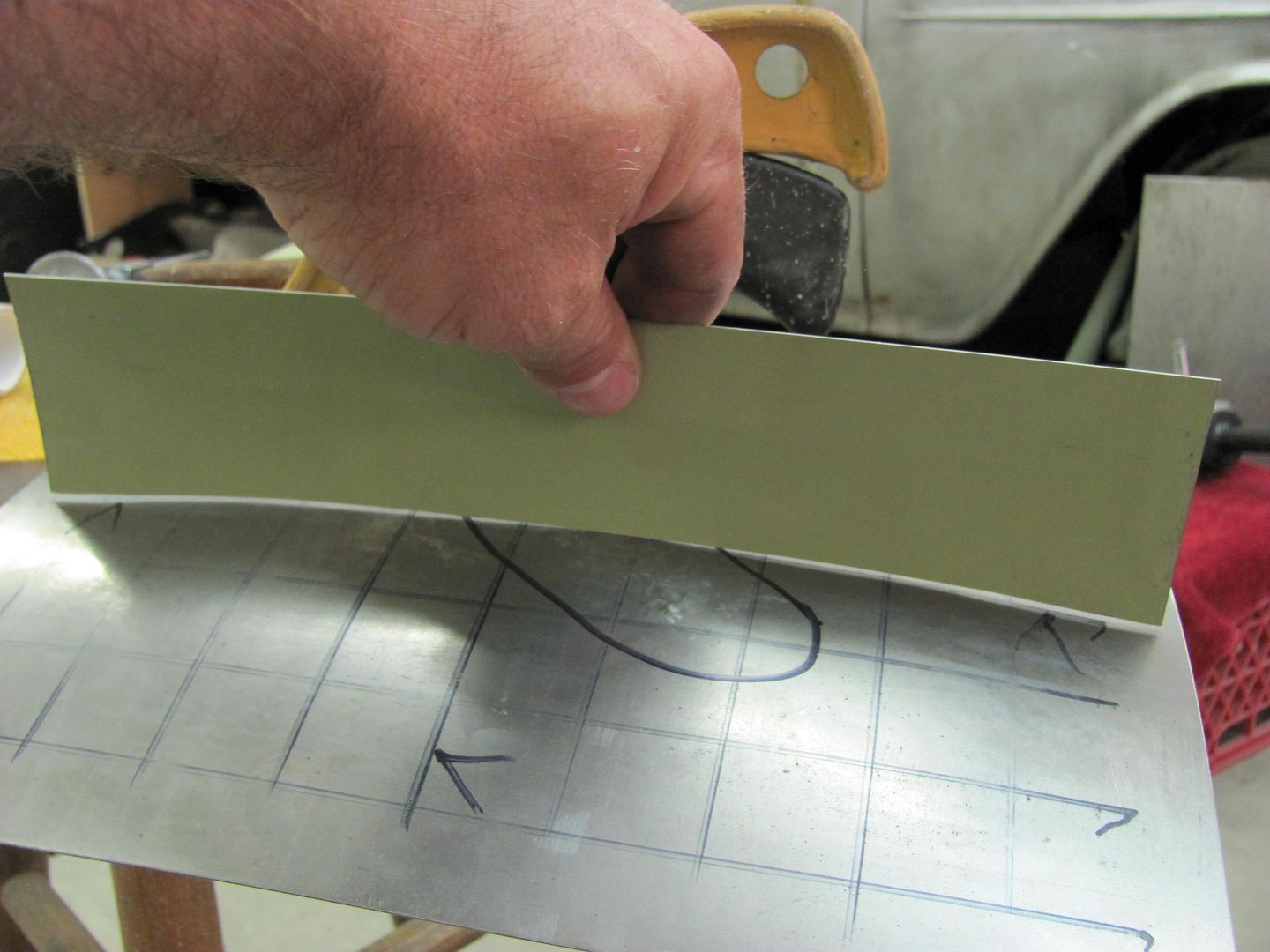
Bottom of the fender is cut loose from the bolting plate using the cutoff wheel. Then sanding the face of the fender leaves a contrast at the bend of the flange for a good guide for trimming with snips....



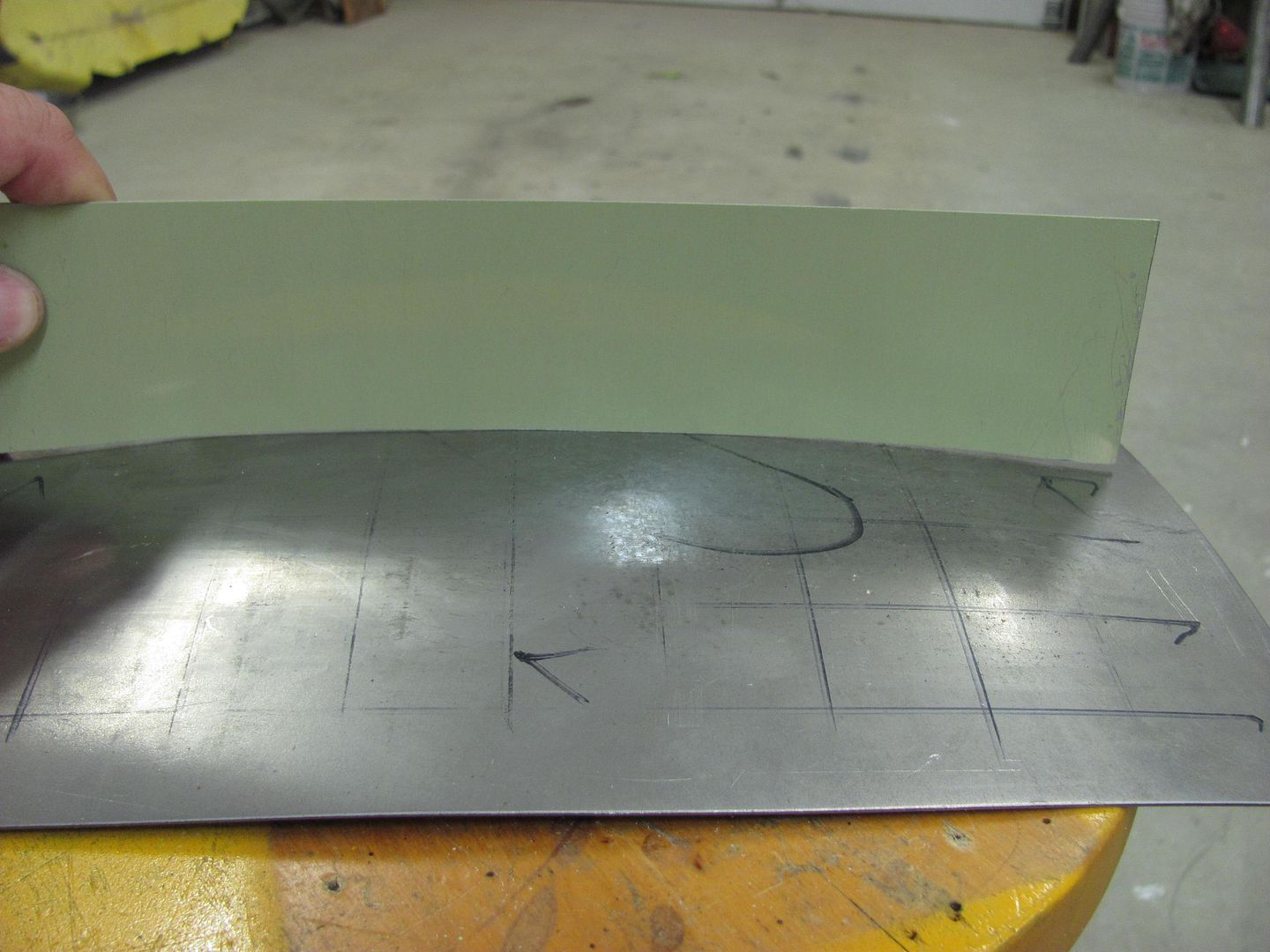
Planishing out the fold to fill the gap....


Clamps used to test fit. Still needs some fine tuning for zero gaps, but we'll finish that another day..



I've been travelling quite a bit for the day job all this past fall, which has put a cramp in time available in the shop, but that has subsided a bit so now is as good a time as any to start a shop thread..
This is a customer car, the owner and I discussed shaving the fender seams quite a while back, and she asked about it again last week, so I guess we're on the hook..
The bolting plates are cut out of the way, and the folded flange is trimmed, leaving a bit of extra to allow for fine tuning the weld joint.
Bottom of the fender is cut loose from the bolting plate using the cutoff wheel. Then sanding the face of the fender leaves a contrast at the bend of the flange for a good guide for trimming with snips....
Planishing out the fold to fill the gap....
Clamps used to test fit. Still needs some fine tuning for zero gaps, but we'll finish that another day..
Last edited:
")





















































































 Guess I'm not as 'experienced' as Tim Strange is.
Guess I'm not as 'experienced' as Tim Strange is.






















